

1. Bevezetés
Az autóipari könnyűszerkezetes építés a fejlett országokban kezdődött, és kezdetben a hagyományos autóipari óriások vezették. A folyamatos fejlődésnek köszönhetően jelentős lendületet vett. Attól az időponttól kezdve, amikor Indiában először használtak alumíniumötvözetet autóipari főtengelyek gyártásához, egészen az Audi első, teljesen alumíniumból készült autóinak tömeggyártásáig 1999-ben, az alumíniumötvözet robusztus növekedést mutatott az autóipari alkalmazásokban az olyan előnyeinek köszönhetően, mint az alacsony sűrűség, a nagy fajlagos szilárdság és merevség, a jó rugalmasság és ütésállóság, a magas újrahasznosíthatóság és a magas regenerációs arány. 2015-re az alumíniumötvözet alkalmazási aránya az autókban már meghaladta a 35%-ot.
Kína autóipari könnyűszerkezetes építése kevesebb mint 10 évvel ezelőtt kezdődött, és mind a technológia, mind az alkalmazások szintje elmarad a fejlett országok, például Németország, az Egyesült Államok és Japán mögött. Az új energiahordozók fejlesztésével azonban az anyagkönnyítés gyorsan fejlődik. Az új energiahordozók térnyerését kihasználva Kína autóipari könnyűszerkezetes építési technológiája a fejlett országokhoz való felzárkózás tendenciáját mutatja.
Kína könnyűanyag-piaca hatalmas. Egyrészt a fejlett külföldi országokkal összehasonlítva Kína későn indult be a könnyűszerkezetes technológiája, és a járművek teljes önsúlya nagyobb. Figyelembe véve a könnyűanyagok külföldi arányának referenciaértékét, Kínában még mindig bőven van fejlődési lehetőség. Másrészt a szakpolitikák által vezérelt kínai új energiahordozó-ipar gyors fejlődése fellendíti a könnyűanyagok iránti keresletet, és arra ösztönzi az autógyártó vállalatokat, hogy a könnyűszerkezetes járművek felé forduljanak.
A kibocsátási és üzemanyag-fogyasztási szabványok javulása a könnyű autóipari gyártás felgyorsulását kényszeríti ki. Kína 2020-ban teljes mértékben bevezette a kínai VI kibocsátási szabványokat. Az „Értékelési módszer és mutatók a személygépkocsik üzemanyag-fogyasztásához” és az „Energiatakarékos és új energiahordozókkal működő járművek technológiájának ütemterve” szerint az üzemanyag-fogyasztási szabvány 5,0 l/km. Figyelembe véve a motortechnológia és a kibocsátáscsökkentés terén jelentős áttörések korlátozott lehetőségét, a könnyű autóipari alkatrészekre vonatkozó intézkedések elfogadása hatékonyan csökkentheti a járművek kibocsátását és üzemanyag-fogyasztását. Az új energiahordozókkal működő járművek könnyűsúlya az iparág fejlődésének alapvető útjává vált.
2016-ban a Kínai Gépjárműmérnöki Társaság kiadta az „Energiatakarékossági és Új Energia Járműtechnológiai Útiterv” című dokumentumot, amely olyan tényezőket tervezett, mint az energiafogyasztás, a hatótávolság és a gyártási anyagok az új energiahordozójú járművekhez 2020 és 2030 között. A könnyűszerkezetes járművek jövőbeli fejlesztésének kulcsfontosságú iránya lesz. A könnyűszerkezetes járművek növelhetik a hatótávolságot, és kezelhetik az új energiahordozójú járművekben a „hatótávolság-szorongást”. A megnövelt hatótávolság iránti növekvő kereslettel a könnyűszerkezetes járművek alkalmazása sürgetővé válik, és az új energiahordozójú járművek értékesítése az elmúlt években jelentősen megnőtt. A pontozási rendszer és a „Gépjárműipar közép- és hosszú távú fejlesztési terve” követelményei szerint 2025-re Kína új energiahordozójú járművek értékesítése meghaladja a 6 millió darabot, az összetett éves növekedési ütem pedig meghaladja a 38%-ot.
2. Alumíniumötvözet jellemzői és alkalmazásai
2.1 Az alumíniumötvözet jellemzői
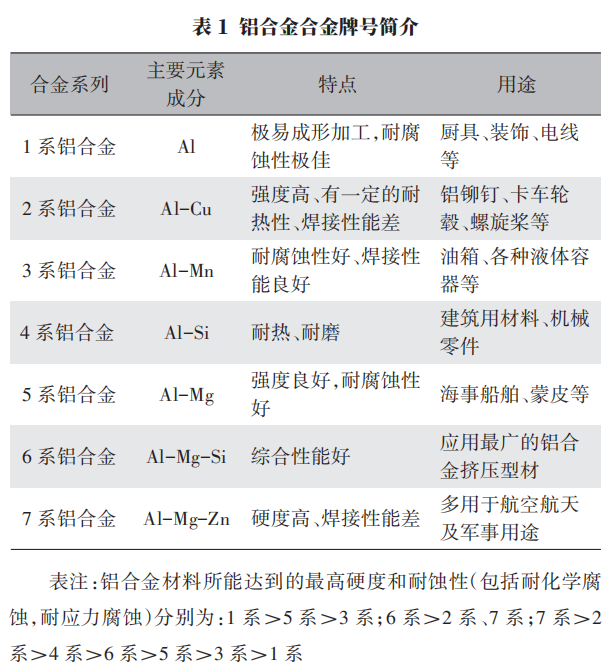
Az alumínium sűrűsége egyharmada az acél sűrűségének, így könnyebb. Nagyobb fajlagos szilárdsággal, jó extrudálási képességgel, erős korrózióállósággal és magas újrahasznosíthatósággal rendelkezik. Az alumíniumötvözeteket elsősorban magnéziumból álló összetétel jellemzi, jó hőállósággal, jó hegesztési tulajdonságokkal, jó kifáradási szilárdsággal, hőkezeléssel nem erősíthető, és hidegalakítással növelhető a szilárdság. A 6-os sorozatot elsősorban magnéziumból és szilíciumból álló összetétel jellemzi, fő erősítő fázisként az Mg2Si-t tartalmazza. Ebben a kategóriában a legszélesebb körben használt ötvözetek a 6063, 6061 és 6005A. Az 5052 alumíniumlemez egy AL-Mg sorozatú ötvözetű alumíniumlemez, amelynek fő ötvözőeleme a magnézium. Ez a legszélesebb körben használt rozsdaálló alumíniumötvözet. Ez az ötvözet nagy szilárdságú, nagy kifáradási szilárdsággal, jó képlékenységgel és korrózióállósággal rendelkezik, hőkezeléssel nem erősíthető, jó képlékenységgel rendelkezik félig hidegalakításban, alacsony képlékenységgel hidegalakításban, jó korrózióállósággal és jó hegesztési tulajdonságokkal rendelkezik. Főként olyan alkatrészekhez használják, mint az oldalpanelek, tetőburkolatok és ajtópanelek. A 6063 alumíniumötvözet egy hőkezelhető, erősítő ötvözet az AL-Mg-Si sorozatból, amelynek fő ötvözőelemei a magnézium és a szilícium. Közepes szilárdságú, hőkezelhető, erősítő alumíniumötvözet profil, amelyet főként szerkezeti elemekben, például oszlopokban és oldalpanelekben használnak a szilárdság megtartására. Az alumíniumötvözetek bemutatása az 1. táblázatban látható.
2.2 Az extrudálás az alumíniumötvözet fontos alakítási módszere
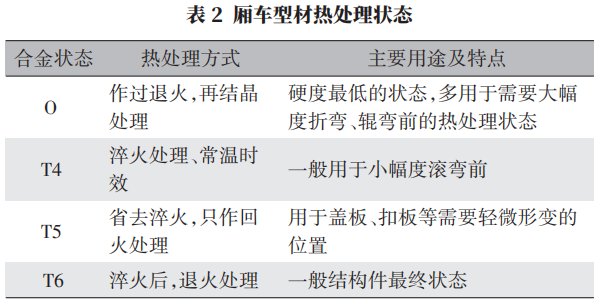
Az alumíniumötvözet extrudálása egy melegalakítási módszer, és a teljes gyártási folyamat az alumíniumötvözet háromirányú nyomófeszültség alatti alakítását foglalja magában. A teljes gyártási folyamat a következőképpen írható le: a. Az alumíniumot és más ötvözeteket megolvasztják és a kívánt alumíniumötvözet tuskókká öntik; b. Az előmelegített tuskókat extrudálás céljából extrudálóberendezésbe helyezik. A főhenger hatására az alumíniumötvözet tuskó a kívánt profilokká formálódik a forma üregén keresztül; c. Az alumíniumprofilok mechanikai tulajdonságainak javítása érdekében az extrudálás során vagy után oldatkezelést, majd öregítési kezelést végeznek. Az öregítési kezelés utáni mechanikai tulajdonságok a különböző anyagoktól és öregítési módoktól függően változnak. A dobozos teherautó-profilok hőkezelési állapotát a 2. táblázat mutatja.
Az alumíniumötvözetből készült extrudált termékek számos előnnyel rendelkeznek más formázási módszerekkel szemben:
a. Extrudálás során az extrudált fém erősebb és egyenletesebb háromirányú nyomófeszültséget kap a deformációs zónában, mint a hengerlés és a kovácsolás, így teljes mértékben kihasználhatja a feldolgozott fém képlékenységét. Használható nehezen deformálható, hengerléssel vagy kovácsolással nem feldolgozható fémek feldolgozására, és különféle összetett üreges vagy tömör keresztmetszetű alkatrészek előállítására.
b. Mivel az alumíniumprofilok geometriája változtatható, alkatrészeik nagy merevséggel rendelkeznek, ami javíthatja a jármű karosszériájának merevségét, csökkentheti annak zaj- és vibráció-jellemzőit (NVH) és javíthatja a jármű dinamikus szabályozási jellemzőit.
c. Az extrudálási hatékonysággal rendelkező termékek edzés és öregítés után jelentősen nagyobb hosszirányú szilárdsággal (R, Raz) rendelkeznek, mint a más módszerekkel feldolgozott termékek.
d. Az extrudálás utáni termékek felülete jó színű és jó korrózióállósággal rendelkezik, így nincs szükség más korróziógátló felületkezelésre.
e. Az extrudálási eljárás nagy rugalmasságot, alacsony szerszám- és formaköltségeket, valamint alacsony tervmódosítási költségeket kínál.
f. Az alumínium profil keresztmetszetek szabályozhatóságának köszönhetően növelhető az alkatrészek integrációjának mértéke, csökkenthető az alkatrészek száma, és a különböző keresztmetszeti kialakítások precíz hegesztési pozicionálást tesznek lehetővé.
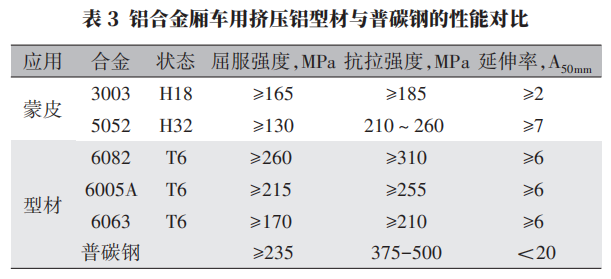
A dobozos teherautókhoz használt extrudált alumínium profilok és a sima szénacél teljesítmény-összehasonlítását a 3. táblázat mutatja.
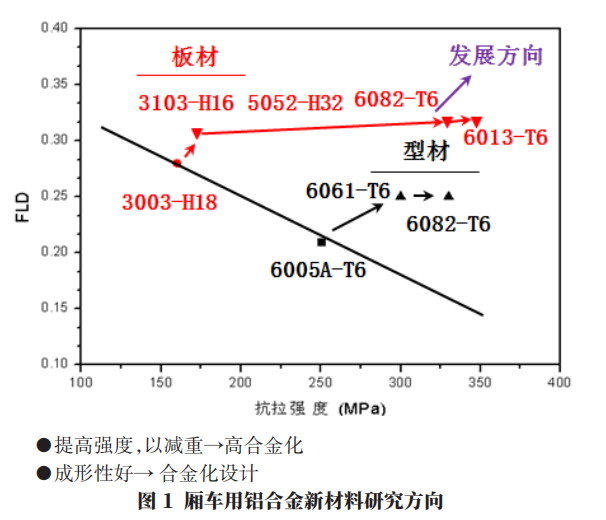
A dobozos teherautókhoz való alumíniumötvözet profilok következő fejlesztési iránya: A profil szilárdságának további javítása és az extrudálási teljesítmény fokozása. A dobozos teherautókhoz való alumíniumötvözet profilokhoz használt új anyagok kutatási irányát az 1. ábra mutatja.
3. Alumíniumötvözetből készült dobozos teherautó szerkezete, szilárdsági elemzés és ellenőrzés
3.1 Alumíniumötvözetből készült dobozos teherautó-szerkezet
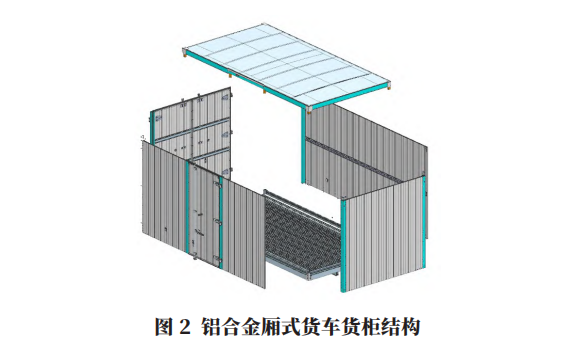
A dobozos konténer főként elülső panelegységből, bal és jobb oldali panelegységből, hátsó ajtó oldalsó panelegységből, padlóegységből, tetőegységből, valamint U-alakú csavarokból, oldalsó védőelemekből, hátsó védőelemekből, sárvédőkből és egyéb, a másodosztályú alvázhoz kapcsolódó tartozékokból áll. A dobozos karosszéria keresztgerendái, oszlopai, oldalsó gerendái és ajtópaneljei alumíniumötvözetből készült extrudált profilokból, míg a padló- és tetőpanelek 5052 alumíniumötvözet laposlemezekből készülnek. Az alumíniumötvözet dobozos teherautó szerkezetét a 2. ábra mutatja.
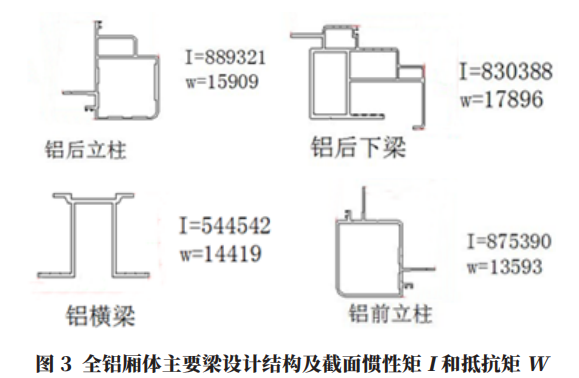
A 6-os sorozatú alumíniumötvözet meleg extrudálásával összetett üreges keresztmetszetű szerkezetek hozhatók létre. Az összetett keresztmetszetű alumíniumprofilok kialakítása anyagmegtakarítást tesz lehetővé, megfelel a termék szilárdsági és merevségi követelményeinek, valamint a különböző alkatrészek közötti kölcsönös csatlakozás követelményeinek. Ezért a főtartó szerkezetének, valamint a keresztmetszeti tehetetlenségi nyomatékoknak (I) és ellenállási nyomatékoknak (W) a 3. ábra mutatja a szerkezetet.
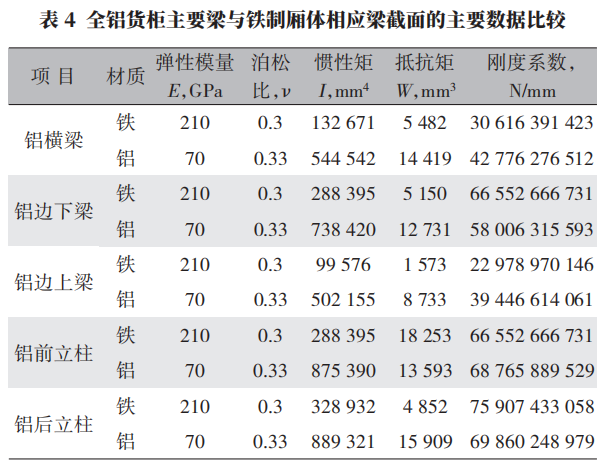
A 4. táblázat főbb adatainak összehasonlítása azt mutatja, hogy a tervezett alumínium profil keresztmetszeti tehetetlenségi nyomatékai és ellenállási nyomatékai jobbak, mint a vasból készült gerendaprofil megfelelő adatai. A merevségi együttható adatai nagyjából megegyeznek a megfelelő vasból készült gerendaprofil adataival, és mindegyik megfelel az alakváltozási követelményeknek.
3.2 Maximális feszültség kiszámítása
A kulcsfontosságú teherhordó elemet, a keresztgerendát figyelembe véve kiszámítják a maximális feszültséget. A névleges terhelés 1,5 t, a keresztgerendát pedig 6063-T6 alumíniumötvözet profilból készítik, amelynek mechanikai tulajdonságait az 5. táblázat mutatja. Az erőszámításhoz a gerendát konzolos szerkezetként egyszerűsítik, ahogy az a 4. ábrán látható.
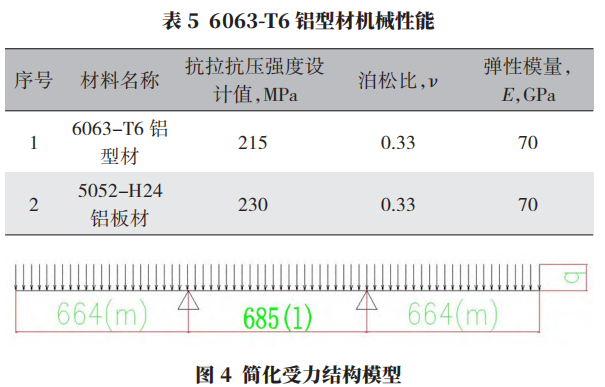
Egy 344 mm-es fesztávolságú gerendát véve alapul, a gerendára ható nyomóterhelést F=3757 N-nak számítjuk, 4,5 t-n alapulva, ami a standard statikus terhelés háromszorosa. q=F/L
ahol q a gerenda belső feszültsége terhelés alatt, N/mm2; F a gerenda által viselt terhelés, amelyet a standard statikus terhelés háromszorosának, azaz 4,5 t-nak az alapján számítunk ki; L a gerenda hossza, mm-ben.
Tehát a belső feszültség q:

A feszültségszámítási képlet a következő:

A maximális pillanat:

A nyomaték abszolút értékét, M=274283 N·mm-t véve, a maximális feszültség σ=M/(1,05×w)=18,78 MPa, a maximális feszültség értéke pedig σ<215 MPa, ami megfelel a követelményeknek.
3.3 Különböző alkatrészek csatlakozási jellemzői
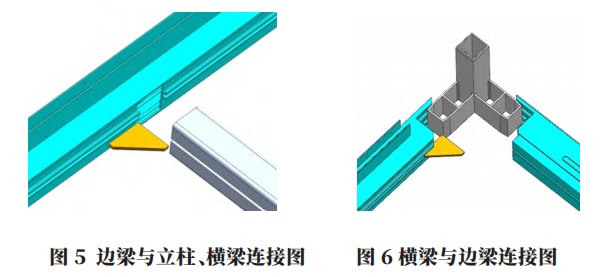
Az alumíniumötvözet gyenge hegesztési tulajdonságokkal rendelkezik, és a hegesztési pont szilárdsága az alapanyag szilárdságának mindössze 60%-a. Az alumíniumötvözet felületét borító Al2O3 réteg miatt az Al2O3 olvadáspontja magas, míg az alumínium olvadáspontja alacsony. Az alumíniumötvözet hegesztésekor a felületen lévő Al2O3-at gyorsan fel kell törni a hegesztés elvégzéséhez. Ugyanakkor az Al2O3 maradványai az alumíniumötvözet oldatban maradnak, befolyásolva az alumíniumötvözet szerkezetét és csökkentve az alumíniumötvözet hegesztési pontjának szilárdságát. Ezért egy teljes alumínium tartály tervezésekor ezeket a jellemzőket teljes mértékben figyelembe veszik. A hegesztés a fő pozicionálási módszer, és a fő teherhordó alkatrészek csavarokkal vannak összekötve. Az olyan csatlakozások, mint a szegecselés és a fecskefarkú szerkezet, az 5. és 6. ábrán láthatók.
A teljes egészében alumíniumból készült doboz fő szerkezete vízszintes gerendákból, függőleges pillérekből, oldalsó gerendákból és egymással összekapcsolódó élgerendákból áll. Minden vízszintes és függőleges pillér között négy csatlakozási pont található. A csatlakozási pontok recézett tömítésekkel vannak ellátva, amelyek illeszkednek a vízszintes gerenda recézett széléhez, hatékonyan megakadályozva az elcsúszást. A nyolc sarokpontot főként acélbetétek kötik össze, csavarokkal és önzáró szegecsekkel rögzítik, és 5 mm-es háromszög alakú alumínium lemezekkel erősítik meg, amelyek a doboz belsejébe hegesztettek, hogy belülről megerősítsék a sarkokat. A doboz külső megjelenésében nincsenek hegesztések vagy szabadon lévő csatlakozási pontok, így biztosítva a doboz összképét.
3.4 SE szinkron mérnöki technológia
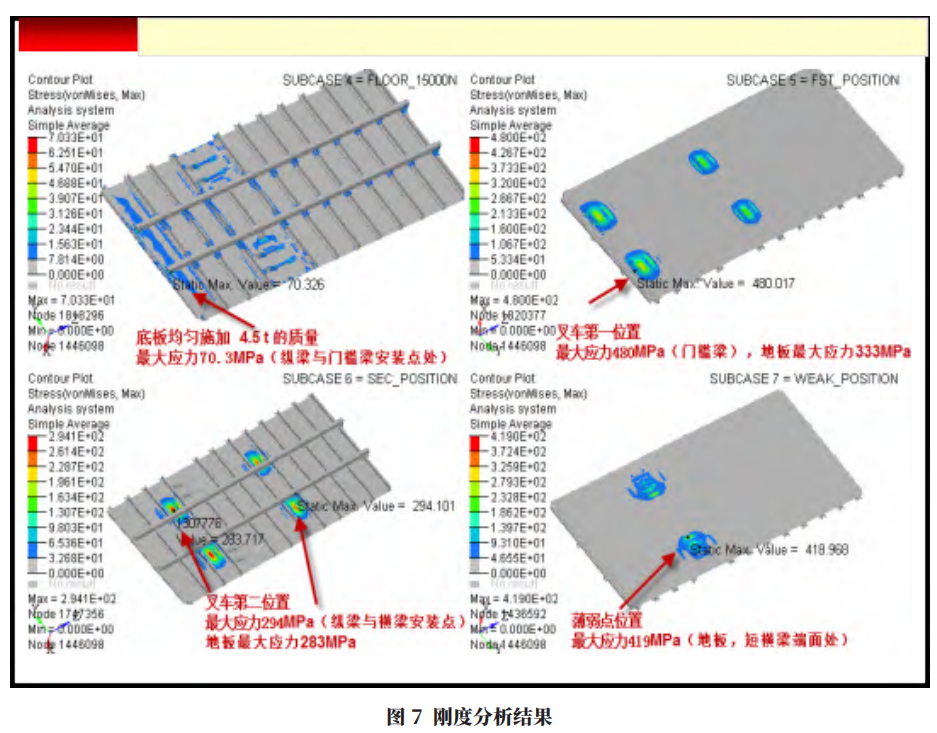
Az SE szinkron mérnöki technológiát alkalmazzák a dobozszekrényben lévő illeszkedő alkatrészek nagymértékű, felhalmozódott méretbeli eltérései, valamint a rések és síkfelületi hibák okainak felderítésével járó nehézségek megoldására. A CAE-analízis (lásd a 7-8. ábrát) segítségével összehasonlító elemzést végeznek vasból készült dobozszekrényekkel, hogy ellenőrizzék a dobozszekrény teljes szilárdságát és merevségét, megtalálják a gyenge pontokat, és intézkedéseket tegyenek a tervezési terv hatékonyabb optimalizálására és javítására.
4. Az alumíniumötvözetből készült dobozos teherautó könnyűsúlyú hatása
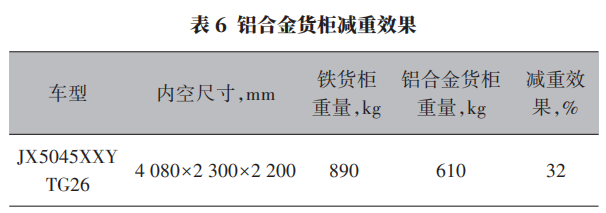
A dobozos felépítmény mellett az alumíniumötvözetek felhasználhatók acél helyettesítésére a dobozos teherautó-konténerek különböző alkatrészeiben, például sárvédőkben, hátsó védőburkolatokban, oldalsó védőburkolatokban, ajtózárakban, ajtózsanérokban és hátsó kötényszegélyekben, így a raktér 30–40%-os súlycsökkenését lehet elérni. A 6. táblázat egy üres, 4080 mm × 2300 mm × 2200 mm-es rakománykonténer súlycsökkentési hatását mutatja be. Ez alapvetően megoldja a hagyományos vasból készült rakterek túlzott súlyával, a bejelentések be nem tartásával és a szabályozási kockázatokkal kapcsolatos problémákat.
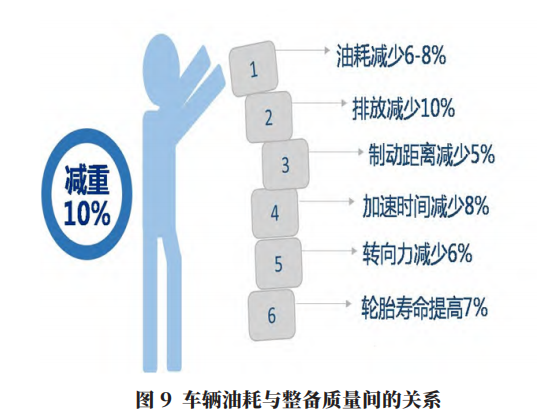
Az autóipari alkatrészekben a hagyományos acél alumíniumötvözetekkel való helyettesítésével nemcsak kiváló könnyűszerkezetes építési hatás érhető el, hanem hozzájárulhat az üzemanyag-megtakarításhoz, a kibocsátás csökkentéséhez és a járművek teljesítményének javításához is. Jelenleg többféle vélemény létezik a könnyűszerkezetes építés üzemanyag-megtakarításhoz való hozzájárulásáról. A Nemzetközi Alumínium Intézet kutatási eredményeit a 9. ábra mutatja. A jármű súlyának minden 10%-os csökkentése 6-8%-kal csökkentheti az üzemanyag-fogyasztást. A hazai statisztikák alapján minden személygépkocsi 100 kg-os súlycsökkentése 0,4 l/100 km-rel csökkentheti az üzemanyag-fogyasztást. A könnyűszerkezetes építés üzemanyag-megtakarításhoz való hozzájárulása különböző kutatási módszerekből származó eredményeken alapul, így van némi eltérés. Az autóipari könnyűszerkezetes építés azonban jelentős hatással van az üzemanyag-fogyasztás csökkentésére.
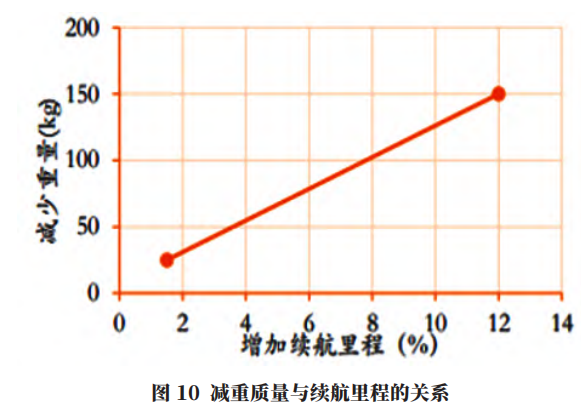
Az elektromos járművek esetében a könnyűsúlyú járművek hatása még hangsúlyosabb. Jelenleg az elektromos járművek akkumulátorainak egységnyi energiasűrűsége jelentősen eltér a hagyományos folyékony üzemanyaggal működő járművekétől. Az elektromos járművek energiarendszerének (beleértve az akkumulátort is) súlya gyakran a teljes járműtömeg 20-30%-át teszi ki. Ezzel egyidejűleg az akkumulátorok teljesítménybeli szűk keresztmetszetének áttörése világszerte kihívást jelent. Mielőtt jelentős áttörés történne a nagy teljesítményű akkumulátortechnológiában, a könnyűsúlyú járművek hatékony módja lehet az elektromos járművek hatótávolságának javítására. Minden 100 kg-os súlycsökkentéssel az elektromos járművek hatótávolsága 6-11%-kal növelhető (a súlycsökkentés és a hatótávolság közötti összefüggést a 10. ábra mutatja). Jelenleg a tisztán elektromos járművek hatótávolsága nem tudja kielégíteni a legtöbb ember igényeit, de a súly bizonyos mértékű csökkentése jelentősen javíthatja a hatótávolságot, enyhítve a hatótávolsággal kapcsolatos szorongást és javítva a felhasználói élményt.
5. Következtetés
Az ebben a cikkben bemutatott, teljes egészében alumínium szerkezetű alumíniumötvözetből készült dobozos teherautók mellett különféle típusú dobozos teherautók léteznek, mint például alumínium méhsejt panelek, alumínium csatlemezek, alumínium keretek + alumínium héjak, valamint vas-alumínium hibrid rakománykonténerek. Előnyeik a könnyű súly, a nagy fajlagos szilárdság és a jó korrózióállóság, és nem igényelnek elektroforetikus festéket a korrózióvédelemhez, csökkentve az elektroforetikus festék környezeti hatását. Az alumíniumötvözetből készült dobozos teherautó alapvetően megoldja a hagyományos vasból készült rakományterek túlzott súlyának, a bejelentések be nem tartásának és a szabályozási kockázatoknak a problémáit.
Az extrudálás az alumíniumötvözetek alapvető feldolgozási módszere, és az alumínium profilok kiváló mechanikai tulajdonságokkal rendelkeznek, így az alkatrészek keresztmetszeti merevsége viszonylag magas. A változó keresztmetszet miatt az alumíniumötvözetek több alkatrészfunkció kombinációját is elérhetik, így jó anyag az autóipari könnyűszerkezetes szerkezetekhez. Az alumíniumötvözetek széles körű alkalmazása azonban olyan kihívásokkal néz szembe, mint az alumíniumötvözet rakterek elégtelen tervezési képessége, az alakítási és hegesztési problémák, valamint az új termékek magas fejlesztési és promóciós költségei. A fő ok továbbra is az, hogy az alumíniumötvözet drágább, mint az acél, mielőtt az alumíniumötvözetek újrahasznosítási ökológiája kiforrotttá válik.
Összefoglalva, az alumíniumötvözetek alkalmazási köre az autókban egyre szélesebb lesz, és felhasználásuk továbbra is növekedni fog. Az energiatakarékosság, a kibocsátáscsökkentés és az új energiájú járműipar fejlődésének jelenlegi trendjeivel, az alumíniumötvözetek tulajdonságainak mélyülő megértésével és az alumíniumötvözetek alkalmazási problémáinak hatékony megoldásaival az alumínium extrudált anyagokat egyre szélesebb körben fogják használni az autóipari könnyűszerkezetes szerkezetekben.
Szerkesztette: May Jiang, a MAT Aluminum oldaláról
Közzététel ideje: 2024. január 12.



